5 طرق لاستكشاف الأخطاء وإصلاحها لآلة تقطيع البلاستيك
مع الشعبية المتزايدة لصناعة إعادة تدوير البلاستيك، يتزايد تطبيق آلة تفتيت البلاستيك (المعروفة أيضًا باسم آلة تحبيب البلاستيك) بسرعة. أثناء الاستخدام اليومي، قد يواجه مستخدمو آلة تحبيب البلاستيك النفايات بعض الأعطال. يتطلب هذا تحليلًا في الوقت المناسب للسبب واستكشاف الأخطاء وإصلاحها. فيما يلي شرح لأعطالها الشائعة وحلولها.
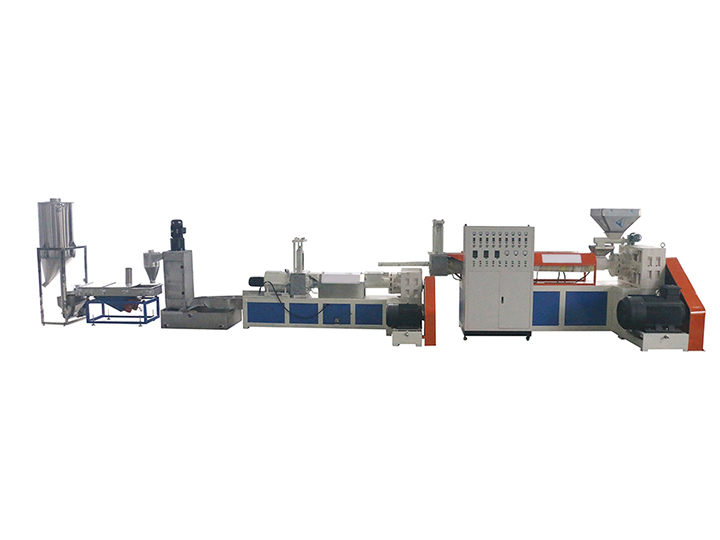
مقدمة موجزة عن آلة تشكيل الحبيبات البلاستيكية
تُعرف معدات تكوير البلاستيك أيضًا باسم آلة تكوير البلاستيك المهدور. باعتبارها الآلة الأكثر أهمية في خط إنتاج إعادة تدوير أفلام البلاستيك، تُستخدم غالبًا في مصانع إعادة تدوير البلاستيك. تتميز آلة تكوير البلاستيك بخصائص توفير الطاقة، والكفاءة العالية، والأداء المستقر، وسهولة التشغيل والصيانة.

5 أعطال شائعة وطرق استكشاف الأخطاء وإصلاحها
فيما يلي المشاكل العامة والحلول المقابلة لآلة صنع حبيبات البلاستيك. نأمل أن تكون المعلومات أدناه مفيدة لك أثناء استخدام آلة صنع حبيبات البلاستيك.
1. المحرك الرئيسي لآلة تكوير البلاستيك لا يدور أو يتوقف فجأة
- الأسباب: جهد إمداد الطاقة غير المستقر أو الاتصال الضعيف؛ تسخين غير كافٍ للسخان أو عدم عمل السخان، مما يجعل المحرك يتعرض للتحميل الزائد بسبب عزم الدوران المفرط
- طرق العلاج: تحقق من اتصال دائرة المحرك الرئيسي لآلة تجزئة البلاستيك؛ تحقق من عرض درجة الحرارة لكل قسم من السخان، وتحقق مما إذا كان السخان يعاني من ضعف الاتصال أو تلف.
2. المحرك الرئيسي لآلة صنع حبيبات البلاستيك يدور، لكن اللولب لا يدور.
- الأسباب: حزام النقل V يصبح فضفاضًا، يتآكل وينزلق؛ أو المفتاح الأمني يصبح فضفاضًا أو مفصولًا.
- طرق استكشاف الأخطاء وإصلاحها: قم بضبط المسافة المركزية للحزام على شكل V، وشد الحزام، أو استبداله بحزام جديد على شكل V؛ تحقق من المفتاح الأمني، وحلل سبب الكسر، واستبدل المفتاح الأمني.
3. اللولب في آلة الحبيبات يعمل بشكل طبيعي، لكنه لا يخرج المواد
- الأسبابتغذية القادوس ليست مستمرة؛ أو هناك جسم غريب يسد منفذ التغذية؛ أو يسقط جسم معدني صلب في أخدود اللولب ليعيق الأخدود، ولا يمكن تغذية المادة بشكل طبيعي.
- حلولطريقة استكشاف الأخطاء وإصلاحها لهذه المشكلة: زيادة حجم التغذية للحفاظ على تغذية اللولب بشكل مستمر؛ إيقاف الماكينة للتحقق وإزالة الأجسام الغريبة في منفذ التغذية. إذا تم التأكد من وجود جسم معدني سقط في أخدود اللولب، يجب إيقاف الماكينة على الفور لإزالة اللولب وإزالة الجسم المعدني.
4. آلة تكوير البلاستيك تتسبب في خروج المواد من فتحة التهوية
- الأسبابهناك شوائب في المواد الخام، أو أن سرعة التغذية سريعة جدًا مما يجعل عملية البثق اللولبي غير مستقرة، أو أن درجة حرارة البلاستنة غير كافية.
- طريقة العلاج: نظف المواد الخام قبل التغذية أو استبدل شاشة الفلتر، أو قلل كمية التغذية لجعل اللولب يخرج بسلاسة، أو زد درجة حرارة البلاستنة. ومع ذلك، يجب ألا تكون درجة الحرارة مرتفعة جدًا لتجنب حروق البلاستيك وتأثيرها على جودة الإنتاج.
5. عزم الدوران الرئيسي للمحرك منخفض جداً
- الأسباب: فشل نظام التغذية تسبب في دوران اللولب المزدوج بدون تحميل.
- تدابير الحل: تحقق مما إذا كان نظام الإضافات أو نظام تغذية المواد الرئيسية معطلاً، ونظف انسداد آلة تكوير البلاستيك.
في الختام، من الضروري إجراء تحليل في الوقت المناسب للأعطال واتخاذ تدابير معقولة في الوقت المناسب لضمان الأداء الطبيعي لآلة إعادة تدوير البلاستيك.