塑料颗粒机的5种故障排除方法
随着塑料回收行业的蓬勃发展,塑料造粒机(也称为塑料颗粒机)的应用日益广泛。在日常使用过程中,废旧塑料造粒机用户可能会遇到一些小故障。这就需要及时分析原因并进行故障排除。下面就其常见故障及解决方法进行讲解。
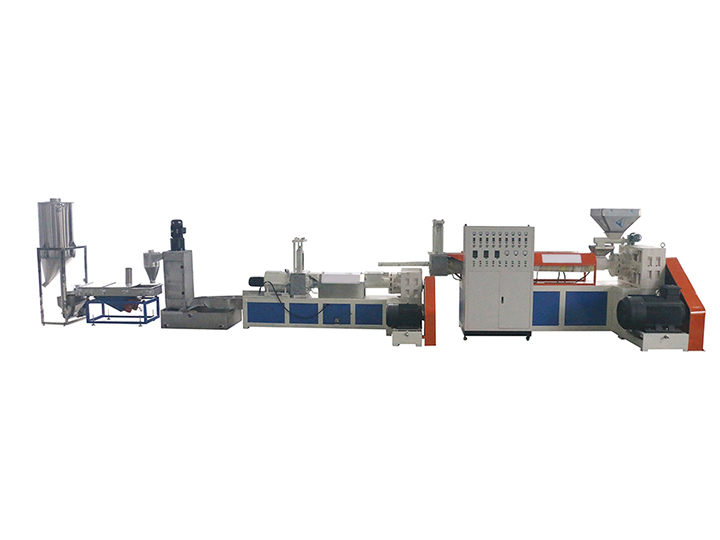
塑料造粒机简介
塑料造粒设备也称为废塑料造粒机。作为塑料薄膜回收生产线中最重要的机器,它通常用于塑料回收工厂。塑料造粒机具有节能、高效、性能稳定、操作简单和易于维护的特点。

5种常见故障及排除方法
以下是塑料颗粒制造机的一般问题及相应解决方案。希望以下内容能在您使用塑料颗粒制造机时有所帮助。
1. 塑料造粒机的主电机不转动或瞬间停机
- 原因:不稳定的电源电压或接触不良;加热器加热不足或加热器不工作,这会导致电机因过大扭矩而过载
- 处理方法: 检查塑料颗粒机的主电机电路连接;检查加热器各部分的温度显示,并检查加热器是否有接触不良或损坏。
2. 塑料造粒机的主电机转动,但螺杆不转动。
- 原因:传动V带变松,磨损并打滑;或者安全键变松或断开。
- 故障排除方法: 调整V带的中心距离,收紧皮带,或更换新的V带;检查安全键,分析断裂原因,并更换安全键。
3. 颗粒机的螺杆正常运行,但不排出物料
- 原因:料斗的进料不是连续的;或者有异物阻塞进料口;或者金属硬物掉入螺旋槽中阻塞螺旋槽,导致物料无法正常进料。
- 解决方案故障的排除方法:增加进料量以保持螺杆连续进料;停机检查并清除进料口的异物。如果确认有金属异物掉入螺杆槽,立即停机,拆卸螺杆并清除金属异物。
4. 塑料颗粒机导致通风口脱落物料
- 原因原材料中存在杂质,或者进料速度过快导致螺杆挤出不稳定,或者塑化温度不足。
- 治疗方法在喂料之前清洁原材料,或更换过滤网,或减少喂料量以使螺杆顺利挤出,或提高塑化温度。然而,温度不应过高,以防止塑料烧焦并影响生产质量。
5. 主电机扭矩过低
- 原因:喂料系统故障导致双螺杆空转。
- 解决措施:检查添加剂系统或主物料喂料系统是否故障,并清理塑料颗粒机的堵塞。
总之,需要及时分析故障,并采取合理措施,以确保塑料回收造粒机的正常运行。