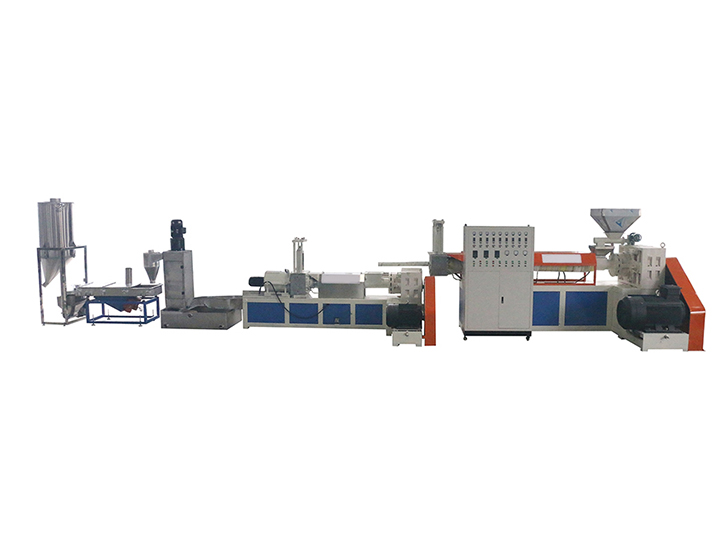
Granulador automático de plástico
El cuerpo principal del granulador de plástico es un extrusor, que consiste en un sistema de extrusión, un sistema de transmisión y un sistema de calefacción y refrigeración.
1. Sistema de extrusión: El sistema de extrusión incluye un tornillo, un barril, una tolva, una cabeza de máquina y un molde. El plástico se plastifica en un fundido uniforme mediante un sistema de extrusión y se transporta continuamente por el tornillo bajo la presión establecida en el proceso. La cabeza del extrusor.
2. Sistema de transmisión: La función del sistema de transmisión es accionar el tornillo. La velocidad de rotación del tornillo de alimentación durante el proceso de extrusión generalmente está compuesta por un motor, un reductor y un cojinete.
3. Dispositivo de calefacción y refrigeración: La calefacción y la refrigeración son condiciones necesarias para el proceso de extrusión de plásticos.
Granulador de plástico equipo auxiliar
La máquina auxiliar del granulador de plástico incluye principalmente: un dispositivo de alimentación, un dispositivo de enderezado, un dispositivo de precalentamiento, un dispositivo de enfriamiento, un dispositivo de tracción, un dispositivo de medición, una máquina de prueba de chispas y un dispositivo de recogida de alambre. El uso de la unidad de extrusión es diferente según su equipo auxiliar opcional. Por ejemplo, también hay cortadoras, sopladores, dispositivos de impresión, entre otros.
Dispositivo de enderezado:
Uno de los tipos comunes de desechos de extrusión de plástico es la excentricidad, y la curvatura de varios tipos de núcleo de alambre es una de las razones importantes para la excentricidad del aislamiento. En la extrusión de la funda, el rasguño en la superficie de la chaqueta también suele ser causado por la curvatura del núcleo. Los principales tipos de dispositivos de enderezado son: tipo tambor (dividido en horizontal y vertical); tipo polea (dividido en polea simple y grupo de poleas); tipo cabrestante, que combina arrastre, enderezado y tensión estable; tipo rodillo de presión (dividido en horizontal y vertical).


Granulador de plástico precalentador:
El precalentamiento del cable es necesario tanto para la extrusión de aislamiento como para la extrusión de chaquetas. Para la capa aislante, especialmente el aislamiento de capa delgada, no se puede permitir la existencia de poros, y el núcleo puede eliminar la humedad y el aceite en la superficie mediante el precalentamiento a alta temperatura antes de la extrusión. Para la extrusión de la chaqueta, su función principal es secar el núcleo para prevenir la posibilidad de vacíos en la chaqueta debido a la humedad (o humedad que rodea el cojín). El precalentamiento también evita que la presión interna del plástico se enfríe durante la extrusión.
En el proceso de extrusión de plástico, el precalentamiento puede eliminar la diferencia de temperatura que se forma cuando el alambre frío entra en la cabeza de la máquina a alta temperatura y contacta con el plástico en la boca del molde, evitando la fluctuación de la temperatura del plástico y causando la fluctuación de la presión de extrusión, estabilizando así la cantidad de extrusión y la calidad de la compresión.
El dispositivo de precalentamiento del núcleo de calefacción eléctrica se utiliza en la unidad de extrusión, que requiere una capacidad suficiente y un rápido aumento de temperatura, de modo que la eficiencia de precalentamiento del núcleo y la eficiencia de secado del núcleo sean altas. La temperatura de precalentamiento está limitada por la velocidad de la línea y, en general, es similar a la temperatura de la cabeza.
Granulador de plástico dispositivo de enfriamiento:
Después de que se forme la capa de extrusión de plástico, debe ser enfriada y fijada inmediatamente después de salir de la cabeza de la máquina, de lo contrario, se deformará bajo la acción de la gravedad. El método de enfriamiento suele ser por agua y se divide en temple y enfriamiento lento dependiendo de la temperatura del agua. El temple es el enfriamiento directo con agua fría. El temple es beneficioso para la conformación del recubrimiento de extrusión de plástico.
Sin embargo, para el polímero cristalino de alto peso molecular, debido al enfriamiento rápido, es fácil que se genere tensión interna residual en la capa de extrusión, lo que resulta en grietas durante su uso. La capa de plástico se enfría rápidamente. El enfriamiento lento se realiza para reducir la tensión interna del producto. Se colocan diferentes temperaturas de agua en el tanque de agua de enfriamiento para enfriar gradualmente el producto. La extrusión de PE y PP se lleva a cabo mediante enfriamiento lento, es decir, a través de agua caliente, agua tibia y agua fría. Tres secciones de enfriamiento.
El proceso de reciclaje de plásticos desechados es:
reciclaje – trituración – limpieza – secado – granulación – extrusión (nuevos productos), mientras que la línea de granulación ocupa una parte importante del proceso de reciclaje de plásticos.
Este conjunto de línea de ensamblaje ha sido actualizado muchas veces y tiene las características de alta producción, baja pérdida, baja tasa de fallos, fácil operación y bajo costo. La línea de granulación tiene varios métodos de calefacción, que se pueden diseñar de acuerdo con la capacidad eléctrica y el costo del cliente. Maneras, y de acuerdo con los materiales y la producción del cliente, para proporcionar a los clientes líneas de ensamblaje de calidad y razonables.