Granulateur automatique en plastique
Le corps principal du granulateur de plastique est une extrudeuse, qui se compose d'un système d'extrusion, d'un système de transmission et d'un système de chauffage et de refroidissement.
1. Système d'extrusion : Le système d'extrusion comprend une vis, un cylindre, un trémie, une tête de machine et un moule. Le plastique est plastifié en une fusion uniforme par un système d'extrusion et est continuellement poussé par la vis sous la pression établie dans le processus. La tête de l'extrudeuse.
2. Système de transmission : La fonction du système de transmission est d'entraîner la vis. La vitesse de rotation de la vis d'alimentation pendant le processus d'extrusion est généralement composée d'un moteur, d'un réducteur et d'un roulement.
3. Dispositif de chauffage et de refroidissement : Le chauffage et le refroidissement sont des conditions nécessaires au processus d'extrusion des plastiques.
Granulateur plastique équipement auxiliaire
La machine auxiliaire du granulateur plastique comprend principalement : un dispositif de dévidage, un dispositif de redressage, un dispositif de préchauffage, un dispositif de refroidissement, un dispositif de traction, un dispositif de mesure, une machine de test d'étincelles et un dispositif de bobinage de fil. L'utilisation de l'unité d'extrusion varie en fonction de son équipement auxiliaire optionnel. Par exemple, il existe également des coupeurs, des souffleurs, des dispositifs d'impression, etc.
Dispositif de redressage :
L'un des types courants de déchets d'extrusion plastique est l'excentricité, et la courbure de divers types de noyaux en fil est l'une des raisons importantes de l'excentricité de l'isolation. Dans l'extrusion de gaine, la rayure sur la surface de la gaine est également souvent causée par la courbure du noyau. Les principaux types de dispositifs de redressement sont : type tambour (divisé en horizontal et vertical) ; type poulie (divisé en poulie simple et groupe de poulies) ; type treuil, qui combine traction, redressement et tension stable ; type rouleau de pression (divisé en horizontal et vertical).


Granulateur plastique préchauffeur :
Le préchauffage des câbles est nécessaire tant pour l'extrusion de l'isolation que pour l'extrusion de la gaine. Pour la couche isolante, en particulier pour l'isolation de fine épaisseur, la présence de pores ne peut pas être tolérée, et le cœur peut éliminer l'humidité et l'huile à la surface en étant préchauffé à haute température avant l'extrusion. Pour l'extrusion de la gaine, sa fonction principale est de sécher le cœur afin d'éviter la possibilité de vides dans la gaine en raison de l'humidité (ou de l'humidité entourant le coussin). Le préchauffage empêche également la pression interne du plastique d'être refroidie pendant l'extrusion.
Dans le processus de compression du plastique, le préchauffage peut éliminer la différence de température disparue formée lorsque le fil froid entre dans la tête de machine à haute température et entre en contact avec le plastique à l'embout du moule, évitant ainsi la fluctuation de la température du plastique et provoquant la fluctuation de la pression d'extrusion, stabilisant ainsi la quantité d'extrusion et la qualité de la compression.
Le dispositif de préchauffage du noyau de chauffage électrique est utilisé dans l'unité d'extrusion, qui nécessite une capacité suffisante et une montée en température rapide, afin que le préchauffage du noyau et l'efficacité du séchage du noyau soient élevés. La température de préchauffage est limitée par la vitesse de la ligne et est généralement similaire à la température de la tête.
Granulateur plastique dispositif de refroidissement :
Après la formation de la couche d'extrusion plastique, elle doit être refroidie et fixée immédiatement après avoir quitté la tête de la machine, sinon elle se déformera sous l'action de la gravité. La méthode de refroidissement est généralement à eau et se divise en trempe et refroidissement lent selon la température de l'eau. La trempe est le refroidissement direct avec de l'eau froide. La trempe est bénéfique pour la mise en forme du revêtement d'extrusion plastique.
Cependant, pour le polymère cristallin, en raison du refroidissement rapide, il est facile d'avoir des contraintes internes résiduelles dans la couche d'extrusion, ce qui entraîne des fissures lors de l'utilisation. La couche plastique est trempée. Un refroidissement lent permet de réduire les contraintes internes du produit. Différentes températures d'eau sont placées dans le réservoir d'eau de refroidissement pour refroidir progressivement le produit. L'extrusion de PE et de PP se fait par refroidissement lent, c'est-à-dire à travers de l'eau chaude, de l'eau tiède et de l'eau froide. Trois sections de refroidissement.
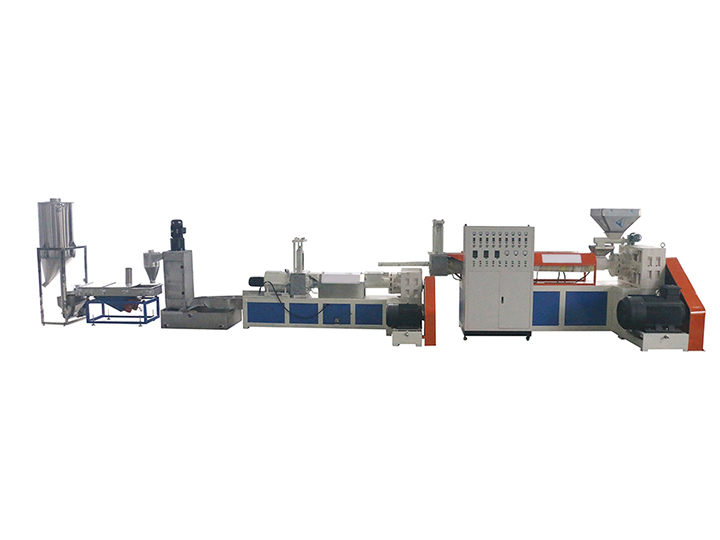
Le processus de recyclage des plastiques usagés est :
recyclage – broyage – nettoyage – séchage – granulation – extrusion (nouveaux produits), tandis que la ligne de granulation occupe une part importante du processus de recyclage des plastiques.
Cet ensemble de ligne de production a été amélioré plusieurs fois et présente les caractéristiques d'une grande production, de faibles pertes, d'un faible taux de défaillance, d'une utilisation facile et d'un faible coût. La ligne de granulation dispose de diverses méthodes de chauffage, qui peuvent être conçues en fonction de la capacité électrique et du coût du client. De plus, en fonction des matériaux et de la production du client, nous fournissons aux clients des lignes d'assemblage de qualité et raisonnables.