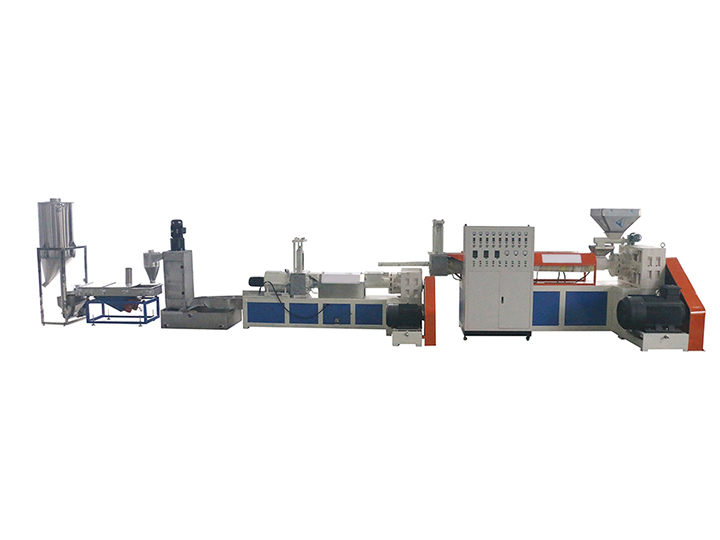
Kunststoffautomatikgranulator
Der Hauptkörper des Kunststoffgranulators ist ein Extruder, der aus einem Extrusionssystem, einem Übertragungssystem und einem Heiz- und Kühlsystem besteht.
1. Extrusionssystem: Das Extrusionssystem umfasst eine Schraube, ein Zylinderrohr, einen Trichter, einen Maschinenkopf und eine Form. Der Kunststoff wird durch ein Extrusionssystem in eine gleichmäßige Schmelze plastifiziert und kontinuierlich durch die Schraube unter dem im Prozess erzeugten Druck gefördert. Der Extruder-Kopf.
2. Übertragungssystem: Die Funktion des Übertragungssystems besteht darin, die Schraube anzutreiben. Die Drehgeschwindigkeit der Zuführschraube während des Extrusionsprozesses setzt sich normalerweise aus einem Motor, einem Reduzierer und einem Lager zusammen.
3. Heiz- und Kühlgerät: Heizung und Kühlung sind notwendige Bedingungen für den Kunststoffextrusionsprozess.
Kunststoffgranulator Hilfsgeräts
Die Hilfsmaschine des Kunststoffgranulators umfasst hauptsächlich: ein Abgabegerät, ein Richtgerät, ein Vorwärmgerät, ein Kühlgerät, ein Zuggerät, ein Messgerät, eine Funkenprüfmaschine und ein Drahtaufwickelgerät. Die Verwendung der Extrusionseinheit variiert je nach optionalem Zubehör. Zum Beispiel gibt es auch Schneidgeräte, Bläser, Druckvorrichtungen und dergleichen.
Richtgerät:
Eine der häufigsten Arten von Kunststoffextrusionsabfällen ist eine Exzentrizität, und das Biegen verschiedener Arten von Drahtkernen ist einer der wichtigen Gründe für die Isolationsexzentrizität. Bei der Mantelextrusion wird der Kratzer auf der Oberfläche des Mantels auch oft durch das Biegen des Kerns verursacht. Die Haupttypen von Richten sind: Trommeltyp (unterteilt in horizontal und vertikal); Riemenart (unterteilt in einfache Riemenscheibe und Riemenscheibengruppe); Windenart, die Ziehen, Richten und stabile Spannung kombiniert; Druckrollenart (unterteilt in horizontal und vertikal).


Kunststoffgranulator Vorwärmer:
Das Vorheizen des Kabels ist sowohl für die Isolations- als auch für die Mantelextrusion notwendig. Für die Isolationsschicht, insbesondere bei der dünnen Schichtisolierung, dürfen keine Poren vorhanden sein, und der Kern kann die Feuchtigkeit und das Öl auf der Oberfläche durch Vorheizen bei hoher Temperatur vor der Extrusion entfernen. Bei der Mantelextrusion besteht die Hauptfunktion darin, den Kern zu trocknen, um die Möglichkeit von Hohlräumen im Mantel aufgrund von Feuchtigkeit (oder Feuchtigkeit, die das Polster umgibt) zu verhindern. Das Vorheizen verhindert auch, dass der Innendruck des Kunststoffs während der Extrusion abgeschreckt wird.
Im Prozess des Spritzgießens kann das Vorheizen den Temperaturunterschied beseitigen, der entsteht, wenn der kalte Draht in den Hochtemperatur-Maschinenkopf eintritt und mit dem Kunststoff am Düsenausgang in Kontakt kommt. Dadurch wird die Schwankung der Kunststofftemperatur vermieden, was zu Schwankungen des Extrusionsdrucks führen könnte, und somit wird die Extrusionsmenge und die Qualität des Spritzgießens stabilisiert.
Das elektrische Heizkern-Vorheizgerät wird in der Extrusionseinheit verwendet, die eine ausreichende Kapazität und eine schnelle Temperaturerhöhung erfordert, damit die Vorheizung des Kerns und die Effizienz des Kern-Trocknens hoch sind. Die Vorheiztemperatur ist durch die Geschwindigkeit der Linie begrenzt und ähnelt im Allgemeinen der Temperatur des Kopfes.
Kunststoffgranulator Kühlgerät:
Nachdem die Kunststoffextrusionsschicht gebildet wurde, sollte sie sofort nach dem Verlassen des Maschinenkopfes gekühlt und festgelegt werden, da sie sonst durch die Schwerkraft verformt wird. Die Kühlmethode erfolgt in der Regel durch Wasser und wird je nach Wassertemperatur in Abschrecken und langsame Kühlung unterteilt. Abschrecken ist die direkte Kühlung mit kaltem Wasser. Abschrecken ist vorteilhaft für die Formgebung der Kunststoffextrusionsbeschichtung.
Für das kristalline Hochpolymer ist es jedoch aufgrund der schnellen Abkühlung leicht, dass in der Extrusionsschicht verbleibende innere Spannungen entstehen, die während der Nutzung zu Rissen führen. Die Kunststoffschicht wird abgeschreckt. Langsame Abkühlung dient dazu, die innere Spannung des Produkts zu reduzieren. Verschiedene Wassertemperaturen werden im Kühlwasserbehälter verwendet, um das Produkt allmählich abzukühlen. Die Extrusion von PE und PP erfolgt durch langsame Abkühlung, das heißt, durch heißes Wasser, warmes Wasser und kaltes Wasser. Drei Abschnitte der Abkühlung.
Der Recyclingprozess von Abfallkunststoffen ist:
Recycling – Zerkleinern – Reinigen – Trocknen – Granulation – Extrusion (neue Produkte), während die Granulationslinie einen wichtigen Teil des Kunststoffrecyclingprozesses einnimmt.
Diese Reihe von Produktionslinien wurde mehrfach aufgerüstet und zeichnet sich durch hohe Ausbeute, geringe Verluste, niedrige Ausfallraten, einfache Bedienung und niedrige Kosten aus. Die Granulationslinie bietet verschiedene Heizmethoden, die je nach elektrischer Kapazität und Kosten des Kunden entworfen werden können. Außerdem werden die Anlagen entsprechend den Materialien und der Produktion des Kunden angepasst, um qualitativ hochwertige und wirtschaftliche Produktionslinien anzubieten.