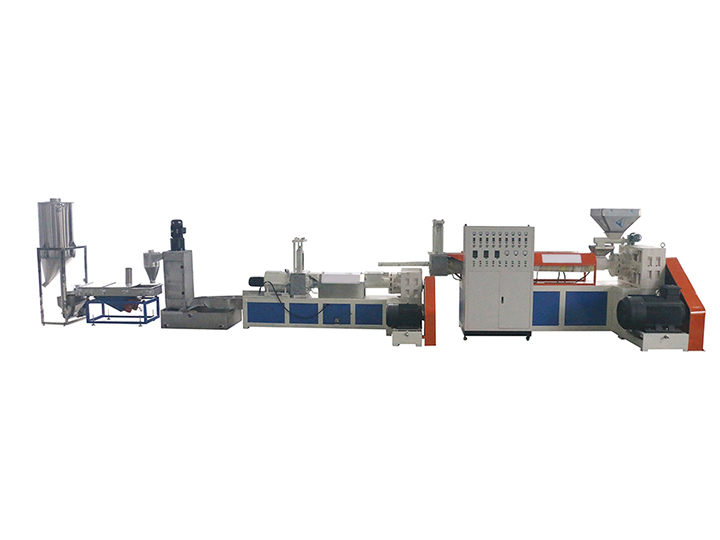
Granulador automático de plástico
O corpo principal do granulador de plástico é uma extrusora, que consiste em um sistema de extrusão, um sistema de transmissão e um sistema de aquecimento e resfriamento.
1. Sistema de extrusão: O sistema de extrusão inclui um parafuso, um cilindro, um funil, uma cabeça de máquina e um molde. O plástico é plastificado em um derretimento uniforme por um sistema de extrusão e é continuamente alimentado pelo parafuso sob a pressão estabelecida no processo. A cabeça do extrusor.
2. Sistema de transmissão: A função do sistema de transmissão é acionar o parafuso. A velocidade de rotação do parafuso de alimentação durante o processo de extrusão é geralmente composta por um motor, um redutor e um rolamento.
3. Dispositivo de aquecimento e resfriamento: O aquecimento e o resfriamento são condições necessárias para o processo de extrusão de plásticos.
Granulador de plástico equipamento auxiliar
A máquina auxiliar do granulador de plástico inclui principalmente: um dispositivo de alimentação, um dispositivo de endireitamento, um dispositivo de pré-aquecimento, um dispositivo de resfriamento, um dispositivo de tração, um dispositivo de medição, uma máquina de teste de faísca e um dispositivo de recolhimento de fio. O uso da unidade de extrusão é diferente para seu equipamento auxiliar opcional. Por exemplo, também existem cortadores, sopradores, dispositivos de impressão e semelhantes.
Dispositivo de endireitamento:
Um dos tipos comuns de resíduos de extrusão de plástico é a excentricidade, e a curvatura de vários tipos de núcleo de fio é uma das razões importantes para a excentricidade do isolamento. Na extrusão de capa, o arranhão na superfície da jaqueta também é frequentemente causado pela curvatura do núcleo. Os principais tipos de dispositivos de endireitamento são: tipo tambor (dividido em horizontal e vertical); tipo polia (dividido em polia única e grupo de polias); tipo guincho, que combina arrasto, endireitamento e tensão estável; tipo rolo de pressão (dividido em horizontal e vertical).


Granulador de plástico pré-aquecedor:
O pré-aquecimento do cabo é necessário tanto para a extrusão de isolamento quanto para a extrusão de capa. Para a camada isolante, especialmente a camada de isolamento fina, a existência de poros não pode ser permitida, e o núcleo pode remover a umidade e o óleo na superfície ao ser pré-aquecido a alta temperatura antes da extrusão. Para a extrusão da capa, sua função principal é secar o núcleo para evitar a possibilidade de vazios na capa devido à umidade (ou umidade ao redor do acolchoamento). O pré-aquecimento também evita que a pressão interna do plástico seja resfriada durante a extrusão.
No processo de extrusão de plástico, o pré-aquecimento pode eliminar a diferença de temperatura que se forma quando o fio frio entra na cabeça da máquina de alta temperatura e entra em contato com o plástico na boca do molde, evitando a flutuação da temperatura do plástico e causando a flutuação da pressão de extrusão, estabilizando assim a quantidade de extrusão e a qualidade da extrusão.
O dispositivo de pré-aquecimento do núcleo de aquecimento elétrico é utilizado na unidade de extrusão, que requer capacidade suficiente e rápida elevação de temperatura, de modo que a eficiência do pré-aquecimento do núcleo e a eficiência de secagem do núcleo sejam altas. A temperatura de pré-aquecimento é limitada pela velocidade da linha e, geralmente, é semelhante à temperatura da cabeça.
Granulador de plástico dispositivo de resfriamento:
Após a camada de extrusão de plástico ser formada, ela deve ser resfriada e solidificada imediatamente após sair da cabeça da máquina, caso contrário, será deformada sob a ação da gravidade. O método de resfriamento é geralmente resfriado a água e dividido em têmpera e resfriamento lento, dependendo da temperatura da água. A têmpera é o resfriamento direto com água fria. A têmpera é benéfica para a moldagem do revestimento de extrusão de plástico.
No entanto, para o polímero cristalino de alta performance, devido ao resfriamento rápido, é fácil haver estresse interno residual na camada de extrusão, resultando em rachaduras durante o uso. A camada plástica é resfriada rapidamente. O resfriamento lento serve para reduzir o estresse interno do produto. Diferentes temperaturas de água são colocadas no tanque de resfriamento para resfriar gradualmente o produto. A extrusão de PE e PP é realizada por resfriamento lento, ou seja, através de água quente, água morna e água fria. Três seções de resfriamento.
O processo de reciclagem de plásticos descartados é:
reciclagem – trituração – limpeza – secagem – granulação – extrusão (novos produtos), enquanto a linha de granulação ocupa uma parte importante do processo de reciclagem de plásticos.
Este conjunto de linha de montagem foi atualizado muitas vezes e possui características de alta produção, baixa perda, baixa taxa de falhas, fácil operação e baixo custo. A linha de granulação possui vários métodos de aquecimento, que podem ser projetados de acordo com a capacidade elétrica e o custo do cliente. E, de acordo com os materiais e a produção do cliente, para fornecer aos clientes linhas de montagem de qualidade e razoáveis.