Пластиковый автоматический гранулятор
Основным узлом гранулятора для пластика является экструдер, который состоит из экструзионной системы, трансмиссионной системы и системы нагрева и охлаждения.
1. Экструзионная система: Экструзионная система включает в себя винт, цилиндр, бункер, головку машины и форму. Пластик пластифицируется в однородный расплав с помощью экструзионной системы и непрерывно подается винтом под давлением, установленным в процессе. Головка экструдерa.
2. Система передачи: Функция системы передачи заключается в приводе винта. Скорость вращения подающего винта в процессе экструзии обычно состоит из мотора, редуктора и подшипника.
3. Устройство нагрева и охлаждения: Нагрев и охлаждение являются необходимыми условиями для процесса экструзии пластика.
Пластиковый гранулятор вспомогательное оборудование
Вспомогательная машина пластикового гранулятора в основном включает: устройство подачи, выпрямляющее устройство, устройство предварительного нагрева, устройство охлаждения, тяговое устройство, измерительное устройство, машину для искрового тестирования и устройство для намотки провода. Использование экструзионного блока различается в зависимости от его дополнительного вспомогательного оборудования. Например, также есть резаки, вентиляторы, устройства для печати и тому подобное.
Выпрямляющее устройство:
Одним из распространенных типов отходов при экструзии пластика является эксцентриситет, а изгиб различных типов сердечников провода является одной из важных причин эксцентриситета изоляции. При экструзии оболочки царапина на поверхности оболочки также часто возникает из-за изгиба сердечника. Основные типы выпрямительных устройств: барабанный тип (разделяется на горизонтальный и вертикальный); тип с роликами (разделяется на один ролик и группу роликов); тип лебедки, который сочетает в себе тягу, выпрямление и стабильное натяжение; тип сжатия роликов (разделяется на горизонтальный и вертикальный).


Пластиковый гранулятор предварительный подогреватель:
Предварительный подогрев кабеля необходим как для экструзии изоляции, так и для экструзии оболочки. Для изоляционного слоя, особенно для тонкого изоляционного слоя, наличие пор недопустимо, и сердечник может удалить влагу и масло с поверхности, предварительно нагреваясь при высокой температуре перед экструзией. Для экструзии оболочки его основная функция заключается в сушке сердечника, чтобы предотвратить возможность образования пустот в оболочке из-за влаги (или влаги, окружающей прокладку). Предварительный подогрев также предотвращает закаливание внутреннего давления пластика во время экструзии.
В процессе экструзии пластика предварительный нагрев может устранить разницу температур, возникающую, когда холодная проволока попадает в головку машины с высокой температурой и контактирует с пластиком на выходе матрицы, избегая колебаний температуры пластика и колебаний давления экструзии, тем самым стабилизируя количество экструзии и качество сжатия.
Устройство предварительного нагрева электрического нагревательного ядра используется в экструзионном блоке, который требует достаточной мощности и быстрого повышения температуры, чтобы эффективность предварительного нагрева и сушки ядра была высокой. Температура предварительного нагрева ограничена скоростью линии и, как правило, аналогична температуре головки.
Пластиковый гранулятор охлаждающее устройство:
После формирования слоя экструзии из пластика его следует немедленно охладить и зафиксировать после выхода из головки машины, иначе он будет деформироваться под действием силы тяжести. Метод охлаждения обычно водяной и делится на закалку и медленное охлаждение в зависимости от температуры воды. Закалка — это прямое охлаждение холодной водой. Закалка полезна для формования экструзионного покрытия из пластика.
Однако для кристаллического высокомолекулярного полимера из-за быстрого охлаждения в экструзионном слое легко возникают остаточные внутренние напряжения, что приводит к трещинам в процессе эксплуатации. Пластиковый слой закаливается. Медленное охлаждение необходимо для снижения внутреннего напряжения продукта. В охлаждающем баке с водой размещаются воды разных температур для постепенного охлаждения продукта. Экструзия ПЭ и ПП осуществляется с помощью медленного охлаждения, то есть через горячую, теплую и холодную воду. Три этапа охлаждения.
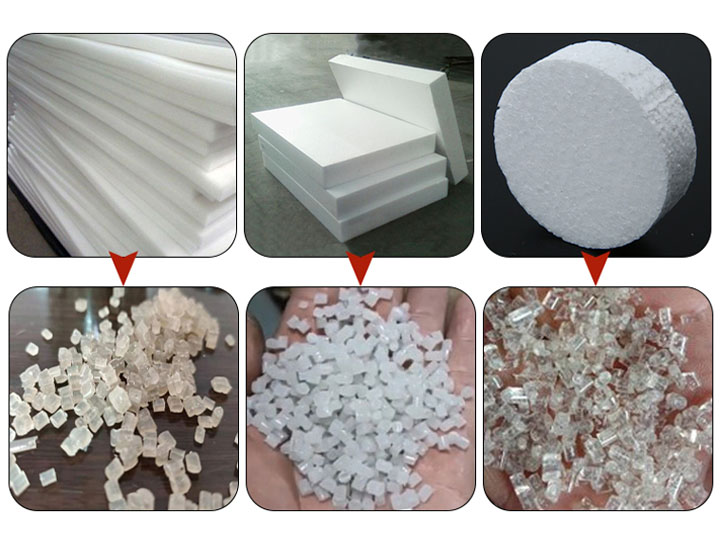
Процесс переработки отходов пластика заключается в:
переработка – дробление – очистка – сушка – грануляция – экструзия (новые продукты), при этом линия грануляции занимает важную часть процесса переработки пластика.
Этот комплект конвейерной линии был многократно модернизирован и обладает характеристиками большого выхода, низких потерь, низкой частоты отказов, простоты в эксплуатации и низкой стоимости. Линия гранулирования имеет различные методы нагрева, которые могут быть спроектированы в соответствии с электрической мощностью и стоимостью клиента. Способы, а также в зависимости от материалов и производства клиента, чтобы предоставить клиентам качественные и разумные сборочные линии.